

系統簡介
精實的思想起源於第二次世界大戰以後,由日本豐田汽車公司所提出一種生產管理模式。其基本理念為:消除浪費,降低成本,應用在組織、管理和顧客的關係、供應鏈、產品發展和生產運作等方面,使工作效率和利用率能得到大幅度的提升 - 即以越來越少的投入獲得越來越多的產出。
Lean Production精實生產,採取產品線模式封助企業推動改善,消除作業過程中無法創造價值的活動,進而達到降低成本及提升產品品質,塑造精益與品質的企業文化,擴大獲利空間,創造企業效益,讓企業能夠在學習中成長,在成長中茁壯。
豐田汽車的生產方式(TPS, Toyota Production System)在過去,一直是企業界競相模仿學習的對象,一般稱這種生產方式為「精實生產, Lean Production」。2004年,豐田汽車在全世界的銷售金額僅次於通用汽車(General Motor),但其獲利卻超過美國三大汽車(通用、福特、克萊斯勒)獲利總合,顯示豐田汽車之獨到的經營管理模式。其基本理念為:消除浪費、降低成本,應用在組織、管理和顧問的關係、供應鏈、產品發展和生產運作等方面,使工作效率和利用率能得到大幅的提升:即以越來越少的投入,獲得越來越多的產出。
科建輔導優勢
顧問師具備LEAN及6 SIGMA的豐富經驗
◎生產管理(生管、工管、製造…)改善績效
◎品質管理(體系、進料、製程、成品…)改善績效
◎改善專案超過數百個
完整的LEAN培訓教材
◎中、英文培訓教材
◎完整案例貫穿,深入淺出
將LEAN的精神與工具深植製造現場
◎強調實務運
◎著重於改善成效
Lean架構
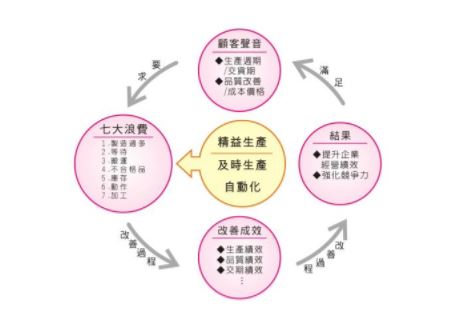
為何要推行精實生產?
Lean:字面上中譯就是瘦身,減肥。而瘦身減肥的目的就是要消除贅肉及多餘的脂肪,使身體更健康。企業經營要獲利,也更要消除任何可能阻礙營運效率的“浪費”產生。Lean Production就是要追求企業的整體經營更精緻,更結實的一種精緻的生產管理“工具(方法)“。
適用對象
任何產業皆適用。
預期效益
■ 降低庫存金額-減少庫存積壓的金額,活絡營運資金
■ 提升準時交貨-減少誤品的等待時間,使物品快速流轉
■ 創造附加價值-經由減少人員/物品/資訊等之浪費,提高企業獲利率
■ 整合流程效益-精實生產的流程革新,促進流程效益的快速實現
科建輔導優勢
顧問師具備LEAN及6 SIGMA的豐富經驗
◎生產管理(生管、工管、製造…)改善績效
◎品質管理(體系、進料、製程、成品…)改善績效
◎改善專案超過數百個
完整的LEAN培訓教材
◎中、英文培訓教材
◎完整案例貫穿,深入淺出
將LEAN的精神與工具深植製造現場
◎強調實務運
◎著重於改善成效
輔導流程
REPORT / 新聞稿
-
2016.02.22
力山工業舉行"精實(益)生產"期末成果發表會

今(2015)年02月02日,力山工業舉行"精實(益)生產"期末成果發表會。為成為並有效落實精實企業,力山工業委由已擁有29年輔訓經驗之科建顧問進行專案輔導暨培訓計畫,從中進行各種精實管理理論之培訓及精實生產之實務應用與改善。
期間力山工業從認識浪費基礎開始,進行P/Q分析、現狀5S定著化、VSM改善計畫、換線作業改善、現場物流配料改善等,直到後續的作業改革,進行多能工管理,並建立改善項目推進計畫,改進與落實至今已完成預裝線之動線改善、建立起順序店面、進行"一個流"生產等成果,進而達成人均產值之提升、降低非組立工時、縮短換線時間、縮短發料工時、預裝組降低WIP之目標;未來力山工業將維持精實管理、持續改善,如發料件定容定量改善、全廠推行精實生產等計畫,以落實精實生產之精神,並成為精實企業之典範。關於力山工業
力山工業股份有限公司成立於1972年,主要產品為電動工具、氣動工具、健身機,透過產品設計與開發能力、機械製造整合服務,製造出客戶樂於購買的產品。
-
2015.08.28
德士儀科技(股)公司-台灣分公司委託科建顧問導入Lean Production精實生產輔導專案
德士儀科技(股)公司創立於1972年,座落於擁有全球醫療器械中心之稱的美國明尼蘇達州阿靈頓,因應加速全球化之需,德士儀於2002年在臺北成立首家海外分公司;德士儀專營電線與電纜組件之製造,顧客群涵蓋醫療、電子、通訊,與測試市場的多家大型電子設備製造商;於2010年加入全球電子設備製造領導廠商 Ametek 公司,更成為 Ametek 醫療設備連接器部門的重要支柱。
德士儀因具備製造一次性產品、重複性使用之產品以及生產設備的專業知識、技能與工藝,故可提供客製化服務滿足客戶需求,為擁有產品品質一定的水準,已導入ISO 9001及ISO 13485、為確保生產效益,則於今(2015)年委由科建顧問導入Lean Production精實生產輔導專案,除建基於顧客導向為基礎外,將鑑別與徹底消除流程中不必要之浪費,以及建構持續改進之組織文化、建立出多樣少量的暢流化生產體系,達成Lean精實生產中即時生產(Just In Time, JIT)及自動化(Jidoka)的核心理念。
-
2015.05.20
力山工業(股)公司委由科建顧問輔導Learn Product精實(益)生產

力山工業股份有限公司成立於1972年,主要產品為電動工具、氣動工具、健身機,透過產品設計與開發能力、機械製造整合服務,製造出客戶樂於購買的產品。
力山除了通過ISO 9001、ISO 14001之認證,來維持品質目標與落實環境管制與改善,進而創造降低污染、資源回收、節能與減廢等效益外,期望再藉由Lean Production精實(益)生產,採取產品線模式推動改善,透過價值流分析,消除作業過程中無法創造價值的活動,進而達到降低成本及提升產品之品質,塑造精實(益)與品質的企業文化,擴大獲利空間,創造企業效益。
-
2015.04.01
宏正自動科技委由科建輔導經營管理-精實(益)生產(Lean Production)

宏正自動科技(股)公司成立於1979年,視”Simply Better Connections”為公司之核心思想,提供創新解決方案以連結人與人之間或訊息之間更有效率且無間隙的連接,產品涵蓋連接、專業影音及綠色能源,如:KVM多電腦切換器、專業級影音產品、節能感測電源分配器、手持式裝置周邊與USB、資料傳輸、連接線等,滿足個人用戶、SOHO族群及中小型企業至大型企業用戶的多樣化需求。
科建顧問於2006年輔導宏正通過ISO 14001驗證,於去年(2014)則進行經營管理-精實(益)生產(Lean Production)之重點輔導,擁有超過2,500種零組件電腦化檢所自動倉儲設備的宏正,於每個生產工作開始至結束,皆被嚴格控管,以達到降低製造過程中的缺失;Lean Production精實(益)生產,採取產品線模式幫助企業推動改善,透過價值流分析,消除作業過程中無法創造價值的活動,進而達到降低成本及提升產品之品質,塑造精實(益)與品質的企業文化,擴大獲利空間,創造企業效益。
科建顧問,擁有堅強的顧問團隊及相當豐富的輔導實績,目前已成功輔導多家企業導入精實生產計劃,包含:佰龍機械、英群企業、台灣瀧澤、大井泵浦、利奇機械、愛美克電子、勝百吉、建樂公司、印比雅、山冠聯營、達鴻精工、台灣鐵三角、台灣太陽油墨……等40多家企業。
科建於輔導過程中,搭配實務案例,將精實的精神與工具深植製造現場,其效益除了企業流程的改善及滿足顧客的需求外,並可藉精實生產和企業營運策略展開之方針管理及日常管理結合,以持續強化企業經營體質,並落實各部門作業的有效性。
ARTICLES / 文章分享
-
2008.05.01
Lean Production 專案輔導心得分享
PUMA 的精益生產專案自去年九月啟動至今,大多數 工廠都已進行到結案階段。在輔導過程中見證了不同工 廠內不同的文化、不同的管理模式、以及不同的執行決 心,當然也造就了不同的產出結果,有的工廠已經做出 了初步的規模,並從改善的過程與結果獲得了實質的效 益;也有工廠在推動後所獲得的效益有限。
為什麼同樣 的手法用在不同的工廠會造成如此大的落差?以下是一 些個人的經驗與大家分享:高階主管的心態要把Lean 做好,首要的關鍵因素在於高層主管執行的決心與魄力。 只有從最高主管最高度的關切,才能讓 整個團隊全部動員,按部就班的一步步達成目標。失敗 或效果不彰的工廠多數都是高階主管不管、基層主管各 做各的,進度也一直落後,得不到需要的資源也得不到 幫助,如此的組織是不可能成功的。觀念與態度Lean生產方式緣自於豐田的生產模式(TPS,ToyotaProduction System),坊間也有許多相關資料可取得 ;在工廠內,有些幹部來自較早推行Lean的工廠或公司 ,也曾經見識過當年是如何推動的。因此,這些推行者在心中都已經有既定的成見,與顧問的配合上就無法做 到100%密切配合。有關Lean的工具手法說起來容易,但 是相關的配套措施與表單工具就未必大家都清楚。很少 有人真正有從零開始建構起Lean系統的完整經驗。因此 ,應放下固守的觀念,與輔導顧問師針對問題點討論, 就能獲得更多Lean的精髓。持續改善才看得到成果大多數人(特別是許多高層主管或老闆)把Lean 當成起 死回生的特效藥,認為短期的投入就能夠得到幾倍的回報,殊不知Lean是一種改善的漸進過程,所有的人是在過程中不斷的遭遇挑戰、失敗、挫折、磨合,唯有經歷這樣的過程中,才能獲得最後的成功。能夠成功的團隊,必需要能經歷這樣的過程,所有的人從中成長,建立起來的革命情感,自然更能讓上至最高主管下至生產線作業員緊密無間的抱成一團,形成牢不可破的群體,這樣的團隊無懼於各項的挑戰,因為他們在Lean的改善過程中已經學會了如何應付挑戰。
Lean 帶來最大的效益不在於KPI的表現、也不在於幫公司創造多少利潤,而是能使在改善流程上實質有改善的空間。企業最大的資產就是形成一個牢不可破,有勇氣也知道如何應付挑戰的堅強團隊,能夠讓企業永續經營並保持不敗,這些才是在Lean的改善過程中帶給企業最好的成長。
-
2016.02.19
精實(益)管理思維(十七)-5S與精實生產之案例說明及生產過程中所產生的浪費
一、5S與精實生產之案例說明
有一家製造汽車儀表板的新公司,因產品品質與價格頗具競爭力,業績蒸蒸日上。當訂單量越來越大,生產線漸漸感到力不從心,每個月皆無法滿足所有顧客的訂單需求。為了解決這個問題,免不了要增加生產線,擴大生產,連帶使得成品倉庫也不敷使用了。因廠區內已無其他可供擴建的地點,於是公司決定在工廠附近承租了一間廠房當成品倉庫使用。因成品倉庫離工廠有一段距離,所以必須使用運輸工具來來回回搬運,所有生產過剩的產品也都堆到成品倉庫來,沒賣出去的產品也從來沒有清理過,因此沒多久,成品倉庫就滿了,公司只好再租隔壁廠房當成品倉庫來使用。
結果員工除了要來來回回搬運這些成品,又要浪費很多時間在整理這些成品及作帳,很明顯的造成效率不佳,於是他們決定聘請一位顧問來幫他們解決這個問題。當顧問了解了這家工廠的生產型態及運作方式後,就發現到確實存在著很多的浪費,所有的七大浪費(庫存過多的浪費、製造過多的浪費、搬運的浪費、等待的浪費、不合格品的浪費、加工的浪費、動作的浪費)大概在這家工廠裡都可以發現到,因此必須要從整理、整頓開始著手,例如:成品倉內因從來沒有清理過,連三年前規格已過時的產品還堆放在倉庫的角落,放置過久的產品也生鏽或髒污,看起來就像是一堆廢鐵垃圾,經顧問培訓其5S的觀念及手法後,即開始推行倉庫的整理、整頓,推行以後有了以下的改變,改善成果如表1所示。
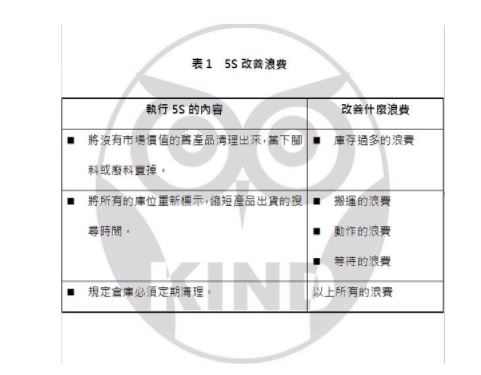
看來經過這次的整理改善,使成品倉庫煥然一新,公司以後應該不需要再花錢租另外一間成品倉庫,也將過時的舊產品定期清理出售轉變成資產,這就是創造價值,消除浪費的最佳例證。
二、生產過程中所產生的浪費:
生產過程中會產生的浪費可區分為「有形的浪費」與「無形的浪費」二大類。
1、有形的浪費:
包括人員、設備、物品等均屬於有形的浪費。
A.人員的浪費:人員因等待而閒置,或因生產活動不順暢而使人員過多等因素皆會導致人員的浪費。
B.設備的浪費:因設備保養不當而導致故障率升高,或設備的設置位置、順序不合理,或設備的參數設定未達到最佳化等,皆會導致設備的效率不彰而形成浪費。
C.物品的浪費:現場閒置的物品過多或因物品隨意擺放而遺失等,均會造成物品的浪費。
2、無形的浪費:
包括管理、效率、價值觀、三自活動等看不到的,均屬於無形的浪費。
A.管理的浪費:管理階層猶豫不決、思考不夠縝密或朝令夕改,都容易造成管理的浪費。因此,管理者除了檢視有形或無形的浪費外,還必須適時注意並反省管理所造成的浪費。
B.效率的浪費:因作業流程的不熟悉或未遵照標準作業程序操作,而使得生產效率低落,必須利用考核或目標管理加以矯正。
C.價值觀的浪費:未以內部或外部顧客的價值觀看待所生產的產品品質,以致於造成品質跟預期產生落差,必須透過自主檢查以維持品質。
D.未確實執行三自活動的浪費:員工應定時執行自主檢查、自我督導與自我考核三自活動,以確保流程的完整與品質的保證。
-
2015.08.19
精實(益)管理思維(十一)- 精實生產之E化
精實生產的E化
為了協助企業推行精實生產,並實現精實生產的二大支柱:及時生產與自働化,透過電腦化的「精實軟體系統(Lean Software System)」的協助,完整的收集從訂單到出貨,整個生產製造過程中的資料,並透過流程E化,將傳統生產管理面上較弱的資料統計分析與決策能力補強,再搭配導入企業資源規劃(ERP)系統,可兼顧技術、流程以及員工三方面的e化改善,大幅提升企業整體的管理與決策能力,對於企業在推動精實生產上也產生很大的助益。企業導入精實生產一般是以實施後拉式(Pull)生產為主軸,藉由縮小批量以及降低線上在製品庫存,將生產線上的問題逐步改善,待後拉式生產的運作穩定了之後,即可達成及時生產(Just In Time)的目標。欲實施後拉式生產,必須導入使用的關鍵工具即為看板(Kanban),此為連結前、後製程,作為訊息傳遞的重要工具。後製程憑藉領取看板向前製程的店面領取所需數量的在製品或零件,而前製程則依據被領取的數量(生產看板),生產補足店面的庫存。看板在實際運作的管理上頗為複雜,在本書的第十章將有專章介紹。目前,精實軟體系統(Lean Software System)以「看板管理系統(e-Kanban Management)」為主軸,未來可望結合「統計製程管制(SPC)系統」和「警示(Alarm)管理系統」等精實生產相關的應用系統,期望能藉由這個系統所提供的精實工具,協助企業提升其資訊傳遞的效率與精準度,並強化企業的經營管理體質,在精實生產的推行上達到事半功倍的效果。精實生產體系
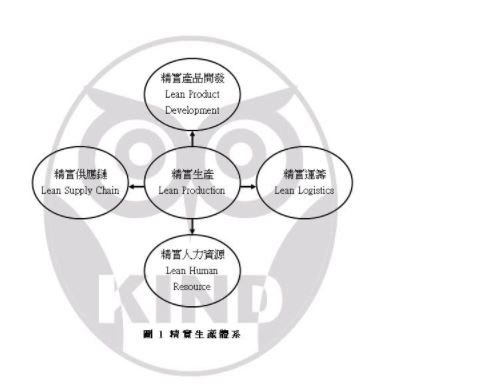
精實生產經過多年來的發展,其應用面不斷的擴大,除了應用在企業本身生產流程的改善,已經擴大到企業內部產品開發或間接部門的改善,甚至於對整體供應鏈的精實改善活動,也積極的展開。因此,如果僅以精實生產製造面為主,仍有欠缺涵蓋其他面向的缺憾。企業也逐漸意識到應該將其它方面的管理一併進行精實的改革,例如在產品研發、供應鏈的供應商、人力資源及運籌管理等方面,這些都是從精實生產再延伸出來的完整精實管理範疇,如圖1所示。
-
2015.07.27
精實(益)管理思維(十)- 精實生產之延伸應用
精實生產之延伸應用
精實生產的理論和方法隨著實務應用,並與其他管理方法的結合和演變,擴大了精實管理的方法論。
精實六標準差(Lean Six Sigma)
六標準差(Six Sigma)管理方法是1987年由摩托羅拉(Motorola)公司首先提出,之後由聯訊(Allied Signal)與著名的奇異(GE)公司大力推廣而發揚光大,引起其他如Sony、Nokia…等國際知名企業紛紛相繼導入實施。
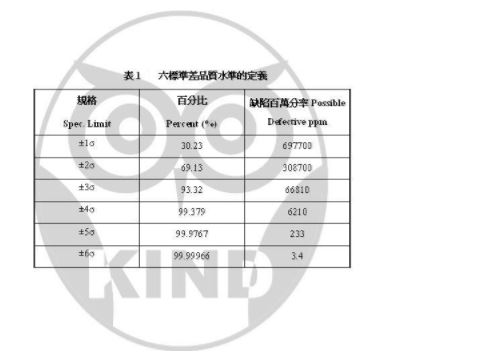
六標準差原來只是統計學中用來表示量測值中的品質變異數,以摩托羅拉公司所定義的品質水準,如下表1所示,每百萬個產品只可能有3.4個缺陷(百萬分之3.4的不良率),所衍生出來的管理意義,就是「追求完美的品質與零缺陷的目標」。
六標準差帶領企業達到頂尖的品質績效,但除了高品質之外,還必須兼顧產量、交期、成本…等生產管理面的高績效相互配合,才能成就一個全方位的頂尖企業,這就需要靠精實生產與六標準差相輔相成,產生1加1大於2的綜效。精實生產與六標準差必須相互融合的原因在於:
(1) 精實生產無法確保流程在統計性的控制之下。
(2) 六標準差本身無法大幅改進流程交期速度或降低投入成本。
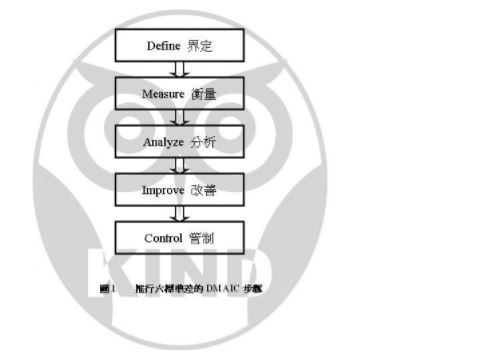
精實六標準差融入了六標準差中DMAIC(Define、Measure、Analyze、Improve、Control)改善模型,如圖1所示,這是一個有效進行改善的行動步驟,可與精實生產中所運用的戴明PDCA(Plan-Do-Check-Action)改善循環交互運用。在此對DMAIC做個簡單的介紹與說明:
1.界定(Define)
界定階段又可區分為D1及D2二階段,D1階段是執行基線評估(Base-Line Review),對企業目前的現況進行了解,例如:COPQ(Cost of Poor Quality,不良品質成本)、VOC(Voice of Customer,顧客聲音)、Business Strategy(企業策略)等,透過基線評估可以對企業有更具體的了解,對於其中重大的議題,可經由決策矩陣(Decision Matrix,範例如表2所示)選出優先改進的專案。
D1選定出來的專案,交由Champion(盟主)負責,接下來D2就是在Champion的帶領下,將專案交由黑帶 (Black Belt)/綠帶(Green Bet)及流程相關人員組成的專案小組,專案小組應針對賦予的專案進行深入的探討,使每位成員明確地了解該專案。這裡有幾項重要的工作,例如:對專案詳細地描述(未來才不會失焦)、小組成員職責的訂定(避免在專案中職責不明)、進度的時間表(清楚階段性的任務)、目標的設定(數據化、具體化)等。

2.衡量(Measure)
衡量階段的主要工作是建立一套一致性的衡量基準,一方面以此衡量基準對現況進行測量,知道現況有多好或多糟?例如:現在是多少PPM或多少Sigma;另一方面可當作未來改進後的比較基準,也就是進步了多少PPM或多少Sigma。
衡量的階段裡,定義每一個作業步驟的錯誤機會數(Opportunities For Error)是相當重要且費時的,對於電子業可參考IPC-7912 (印製板和電子組裝件每百萬件缺陷數和製造指數的計算,Calculation of DPMO and Manufacturing Indices for Printed Board Assemblies)來決定作業流程中每一項工作的錯誤機會數。訂定錯誤機會數和計算DPU(Defects Per Unit,單位缺點數)是推行六標準差的二項重要工作,因為這當中的數據是可以以假亂真,所以企業在推行時應該特別注意,避免所推行的六標準差淪為數字遊戲。
此階段也可以針對COPQ更進一步地調查,當作未來專案改進的參考依據,許多企業會根據產生的效益進行獎勵,畢竟「重賞之下必有勇夫」。
3.分析(Analyze)
分析階段是以各種角度(例如:層別法)找出影響的因素,再測試這些因素對結果影響的程度,也可以運用統計的假設檢定進行原因的分析和確認。這一階段有許多的統計方法可以使用,不需要侷限於某幾種特別的方法。
分析階段一定要做得徹底,因為六標準差是3.4 PPM,如此接近完美的作業流程,必須盡全力去探索全盤細部的狀況。值得一提的是,此階段將會大量應用統計的方法尋求真正的原因,例如常見的統計手法如:t 檢定、χ2檢定、ANOVA…等,間接可為企業培植運用統計工具解決問題的能力。
4.改善(Improve)
改善階段就是針對找到的真正原因,對症下藥實施改善,不同於傳統的作法,是在跨功能與跨階層團隊展開,透過群體協力落實改善活動。
如果前一個階段的分析工作做得徹底,真正原因就很容易被明確地找出來,而改善工作的進行將只是採取何種方案的差別而已。如果仍待進一步的優化作業條件,可採用的統計方法有實驗設計(Design of Experiment ,DOE)、田口方法(Taguchi Method)、反應曲面法(Response Surface Method ,RSM)等,可以趨近於最佳解答。
實際上,改善就是改變,基本上,人人都會因為對新的作法感到陌生、不習慣或與現有利益衝突而產生排斥或抵制,這是團隊在進行六標準差時,另一項應特別注意的事項。否則,效果不僅無法顯現,就算有效也不易維持。
5.管制(Control)
管制階段是維持已經達成的效果,應秉持『品質是製造出來的,不是被檢驗出來的』基本觀念,讓缺點不會發生,或者發生缺點後能自動排除。
六標準差的實施也離不開在產品設計時,應具有穩健性(Robustness),在作業過程中,應運用防呆法(Fool proof)等維持品質的概念,更重要的是因為專案團隊成員都是同一流程的作業人員或管理人員,隨時掌握動態狀況,可以對問題獲得更多、更及時的訊息,作為下一階段持續改善的依據。
-
2015.06.26
精實(益)管理思維(九)- 後拉精實生產
「在內部或外部顧客需要時,才提供其所需數量的產品或服務」,這就是後拉式生產系統的精神。接著,前製程只生產被後製程領取的在製品數量,以補充店面庫存的不足。為了順利達成後拉式系統,當後製程向前製程領取在製品時,須搭配看板(Kanban)來傳達所需領取的在製品種類與數量等訊息,以及做為驅動前製程生產的依據,以達成“後製程領取”以及“適時適量生產”的目標。因此,後拉式生產與看板系統是實現及時生產(Just In Time)的重要步驟與方法。在此先簡要說明後拉式生產的方法與工具:
1.看板系統:看板系統可以說是後拉式系統最大的支柱,也是在製品領取與生產指示資訊的橋樑,是達成及時生產(Just In Time)的關鍵工具。
2.店面管理:後拉式生產還有一個很重要的工具,就是「店面(Store)」。當後製程要向前製程領取時,必須要有一個陳列在製品的位置,這個地方就叫做店面,如圖1所示。店面要以先進先出為原則,物品擺放需符合5S整頓中三定(定置、定品、定量)之要求,讓後製程的領取與前製程的補充都能順暢的進行。
 3.搬運管理:物品的搬運必須透過一些載具或搬運系統來協助完成,如圖2所示。設置搬運系統應以省人、省時、省力、安全的方式為考量,並注意其動線規劃與定期保養,且應隨時保持搬運路線的淨空與順暢。
3.搬運管理:物品的搬運必須透過一些載具或搬運系統來協助完成,如圖2所示。設置搬運系統應以省人、省時、省力、安全的方式為考量,並注意其動線規劃與定期保養,且應隨時保持搬運路線的淨空與順暢。
4.自働化:後拉式生產對於品質的要求,一樣秉持著品質的三不政策:「不接受不良品、不製造不良品、不流出不良品」,為了不製造不良品,需運用「自働化」的理念,在品質問題發生時,生產線或設備可以立即停下來,使相關人員可以立即診斷問題發生的原因,在最短時間內將問題排除,迅速的恢復生產線或設備的運作,既可維持高水準的生產效率,還可以確保良好的產品品質。
5.實現及時生產:由於後拉式生產結合看板系統,是邁向及時生產的最重要步驟。另外,店面允許適當的最低在製品庫存量,以防止因前製程發生問題,導致後製程缺料的停工等待情況。在後拉式系統實施一段時間,整個後拉式系統的運作基礎夠穩固之後,再循序漸進的縮小生產批量,以及減少看板數量,降低店面庫存,持續推動及追求及時生產的理想境界。
-
2015.05.27
精實(益)管理思維(八)-平準精實生產
前豐田汽車公司總裁張富士夫曾說:「當你試圖應用豐田生產制度時,應該做的第一件事是把生產均衡化,這是生產控制或生產管理者的首要責任」。平準化是依據顧客訂單的節奏(節拍時間,Takt time)進行生產,並將產量、產品組合以及產品的生產順序完全平均化,以消除3M(浪費Muda、負荷過重Muri、不均衡Mura)為目標,使各製程的作業負荷均衡,達到平穩順暢的流程化生產,以降低生產線的變異,這就是平準化的具體實現。在此先簡要說明平準化的方法:1. 生產數量的平準化:依據顧客需求的節奏進行生產,也就是以節拍時間(Takt time)來平衡生產線各製程的產出頻率,使產品一次一件,平穩、順暢的持續向下流動,達到實現單件流生產的目標。
2. 產品組合與生產順序平準化:為因應多樣少量的生產型態,必須使同一條生產線可以彈性的生產不同的產品,這就是混線式生產方式。混線式生產是依據產品的種類與順序進行平均化的生產,必須根據不同的產品,切換不同的模具、治具或工具,而切換的時間即代表生產時間與產能的損失,所以必須要盡可能的縮短換線換模的時間。
3.工作負荷的平準化:生產線通常會有某些產品生產起來較費時費工,相對的就有某些產品較省時省工,所以在生產排程時可以交互安排,使生產線的工作負荷平均化,減輕作業人員的負荷與疲勞感,讓生產力可以充分的發揮。為使鄰近作業可以互相支援,必須培養多能工,使人員在工作的調配上更具彈性,達到工作負荷平準化的目的。
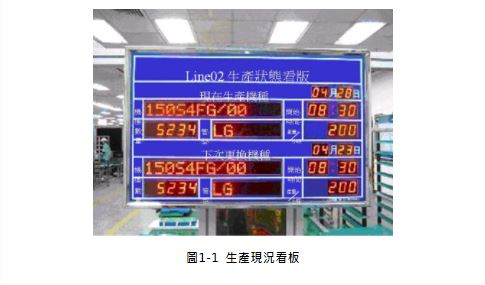
4. 資訊傳遞的平準化:實施平準化生產必須有準確及緊密的資訊傳遞,以使產出與投入能相互配合,因此可以運用看板管理,對於現場生產之情況、資料、情報等狀況,透過電子看板、圖表、標語等揭露出來(如圖1-1所示),使管理人員能即時掌握現場狀況與必要的情報,以便於能夠迅速的擬定對策,使人員、設備與在製品不會發生閒置的狀況。
-
2008.02.01
穩健的精實生產基礎模式-從企業內部做起
地球村時代的來臨,許多企業苦思如何強化企業的經營體質以提高獲利,使企業得以永續經營。
我們認為:唯有透過導入「正確、有效」的管理手法進行改善,才能使企業在激烈的市場競爭中擊敗對手脫穎而出。而目前在眾多管理手法當中,就以精實生產(Lean-thinking)最受推崇。
任何一家企業都可透過「精實生產」進行改善。但是,企業內部在提出想要進行精實生產時,是否有充分考慮內部各單位的聲音與自己的企業策略到底是甚麼呢?以生產製造面來講,每個生產形式都有它的特點與優勢,但是對於精實生產來說,實現精緻化的生產模式模式依然是不變的概念。
所以進行精實生產應當要以一個好的企業模式為基礎,方可達到執行精實生產可獲得之好處。一個好的企業模式如下:
一、 高層管理單位提供與分享對於推動「精實生產」的想法,以及對於整體企業的走向與策略規劃。
二、 高層管理單位必須確認執行精實生產的專案符合內部需求。
三、 成立跨功能的精實專案小組。一般由5~7人組成並運作較恰當。
四、訓練精實專案小組學習使用精實生產工具,如:5S、目視管理、價值流程圖…等。透過客觀收集得來的數據進行分析,進而實施與強化企業內部素質與水平。例:藉由推行5S(整理、整頓、清掃、清潔、素質),不但可提升工作環境品質,更可提高工作效率,使精實生產能更有效的推行。
五、 訂定階段性目標,每達成一個階段要不斷地回顧與紀錄,了解各階段之差異化並進行分析,做為未來參考。
六、 營造評估結果且鼓勵反饋的環境。
七、 一旦達成目標,別忘了建立資料庫,與企業內部各單位分享! -
2007.11.01
精實生產的動力源「價值流圖」
面對全球市場的挑戰,除了全方位地提昇企業管理水準之外,企業生產的革新也由傳統的「大量生產」模式,快速轉化為「精實生產」的模式。但是甚麼是「精實生產」呢?怎麼做才能符合「精實生產」呢?
多數的企業都知道精實生產五大原則:特定產品精密地確定其價值(value),確認每一個產品的價值溪流(value stream),使價值暢流無阻(flow),由顧客向生產者施拉力(pull),以及追求完善(perfect)。
但是遺憾的是,啟動精實生產的動力源:「價值流圖」,卻經常為推動者所忽略,同時能循序漸進的人不多。他們經常一開始就從主觀認定的浪費中展開消除工作,雖然這些作法改善了產品價值中的一小部分,但是價值流卻在下游製程庫存裡停滯不前,成效無法延續,這樣的實行方式無法達到節省成本的最高效益,且無法成功地進行全面改進。
價值流圖係以流程中「七大浪費」為主要探討的活動,對於一個企業而言,有兩條流程是不能夠被忽視的:
1、從原物料到產品交到顧客手中的生產流 程
2、從概念到投產的設計流程。
因此價值流圖的分析是從產品通過其生產製程的全部流程,包括有、無創造出附加價值的活動,以整體的觀念劃出一份完整的價值流圖,並對所有流程中有創造附加價值活動,找出其影響整體效益改善的製程或動作,並針對無創造附加價值的製程,施以簡化、合併、刪除及改變…等活動。一般可將其分為三大迴路:
1、顧客交貨迴路
2、工廠生產迴路
3、供應商供料迴路。如下圖所示: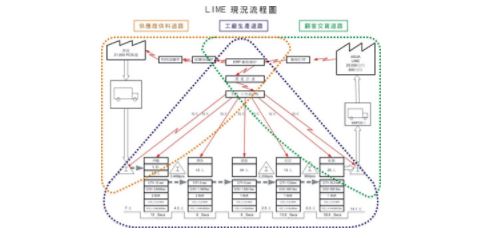
-
2018.01.02
精實(益)管理思維(三九)-價值流圖(五)
1.定義流程範圍
(1).需求的產品與數量分析(P-Q分析):表列所有的產品(Product)
與訂單量(Quantity),如下表1-1,建議可依照訂單數量排序,並
繪製成柱狀圖,如圖1-1所示,將有助於生產類型的分類與價值流
圖的分析與繪製。
%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E4%B8%89%E4%B9%9D)%20(1).JPG)
%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E4%B8%89%E4%B9%9D)%20(2).JPG)
(2).識別產品族(Product Family):繪製價值流圖時,首先要明確選
定產品族,確認此產品的細部流程以避免流程遺漏或失焦。
先確認所選定之流程與產品族,可就產品之大範圍:自入料到
出貨;中範圍:自備料至加工;小範圍:備料或加工或包裝或注塑
等…著手來明確定義,藉由產品所經過的所有流程來區分,亦可藉
由下表1-2來區分範圍。
%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E4%B8%89%E4%B9%9D)%20(3).JPG)
例如:W公司是以製作橡膠產品為主的公司,主要的生產流程如
下圖1-2所示:
%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E4%B8%89%E4%B9%9D)%20(4).JPG) 以W公司的產品為例,其產品族為A,如下表1-3所示。
以W公司的產品為例,其產品族為A,如下表1-3所示。%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E4%B8%89%E4%B9%9D)%20(5).JPG) 2.繪製選定範圍之流程
2.繪製選定範圍之流程繪製從顧客端到供應商之間的所有流程圖像,如圖1-3所示。
%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E4%B8%89%E4%B9%9D)%20(6).JPG) 3.繪製數據盒
3.繪製數據盒在所有流程下方繪製一數據盒,如圖1-4所示。
%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E4%B8%89%E4%B9%9D)%20(7).JPG) 4.將各流程詳細數據資料填入數據盒
4.將各流程詳細數據資料填入數據盒沿著所選定的流程路徑逐一訪視,觀察與紀錄每一個作業內容與操作時間等詳細數據,將這些數據填入數據盒,如圖1-5所示,以便於之後的價值流分析。
%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E4%B8%89%E4%B9%9D)%20(8).JPG)
觀察與紀錄的數據資料範例列舉如下:
(1).週期時間(Cycle time)。
欲計算每一段流程的週期時間(Cycle time),其計算方式如下圖1-6
所示:
%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E4%B8%89%E4%B9%9D)%20(9).JPG)
(2).轉換時間(Changeover time):換線/換模。
(3).平均庫存時間(Average inventory time)。
(4).平均生產批量。
(5).每一站的作業人數。
(6).包裝或儲槽的容量。
(7).可用時間(Available time),不含休息時間。
(8).報廢率(Scrap rate)。
(9).設備可操作時間(Machine uptime)。
(10).產品變動次數。
5.加入「物流」與「資訊流」
顧客要有訂單需求,整個價值流程才會流動,因此繪製物流與資訊流也應從顧客端開始往上游繪製。
物流是以「虛線」表示,顯示整個物料與產品的移動過程,譬如原料從倉庫投入生產線,或裁切完成的產品交給下一流程印刷都屬於物流的部分。
資訊流則是以「實線」表示,只要流程之間有溝通或資訊傳遞就會有資訊流。譬如生管部門每日發佈的出貨預測量、排程及生產指示,或上一個流程所完成的產品作業資訊透過生產製造系統傳給下一個流程,這些都屬於資訊流的傳遞。
6.完成現況價值流圖
完成現況價值流圖的繪製,如圖1-7所示。
%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E4%B8%89%E4%B9%9D)%20(10).JPG) 7. 間接部門繪製的重點
7. 間接部門繪製的重點「間接部門」一般包含研發、業務、生管、採購、資材、人資等…非直接生產製造的輔助部門。
間接部門於繪製時,需呈現相關數據或各部門所有反應的問題。
(1).數據部份:盡量以現有數據佐證,例如平均接單量(週/月)、
平均生產/出貨量(週/月)、平均生產交期(天)、交期如期率(平
均)等…。
(2).各部門問題點:匯整所有部門主管反應的問題,將所有問題以
「KJ法」發展出重要改善指標。「KJ法」簡單來說,就是以卡片
分類來幫助問題解析的一個方法,可以幫助團隊在進行腦力激盪
時,提升討論效率的方法,其詳細流程步驟如圖1-8所示。
%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E4%B8%89%E4%B9%9D)%20(11).JPG)
n 範例:
討論的主題:如何讓員工對工作保持熱忱?
a、 先讓所有參與人員先思考,然後將自己的想法寫在卡片上;一張卡片只寫一個想法,字數不要太多,語意儘量簡潔易明。
b、 讓參與人員發表自己的想法,然後將卡片排列在桌上,剔除內容重覆的卡片,過程中若有新的想法可以寫在備用卡片上待下一輪發表。
c、 將所有排列在桌上的卡片按照內容相似度進行分類與命名,依類別的重要性進行投票後排序,即可得到這次腦力激盪的結果。
-
2018.02.01
精實(益)管理思維(四十)-繪製理想價值流程圖
1.繪製理想價值流圖
完成現況價值流圖後,可對流程做修正或重新設計,以去除其無價值的流程,例如備料與等待的時間,對此產品而言都是無價值的流程。其目標在於使成本降低及品質提升,以達到顧客所需要與期望的產品或服務。
在製造流程方面,可以做無價值步驟去除的修正,重新設計子流程的佈置及順序,使成本降低及週期時間縮短。
在行政流程方面,可重新設計組織架構、報告機制、建築物佈置及功能職責,可以降低無加值步驟、文書傳遞時間及作業錯誤,使浪費減少及效率提升。
1-1規劃理想價值流圖的基本概念
(1).先想像一個理想的狀態。
(2).跳出侷限(Think out of box)。
(3).發展替代方案,必須不產生浪費(Muda-free)。
(4).聚焦於過程中的節拍上。
(5).按照理想藍圖逐步實施。
1-2價值流圖的改善範圍
(1).從個別作業流程改善→整體作業流程改善。
(2).從某工作站的穩定→站與站之間的穩定。
(3).從顧客下單→採購原物料→出貨給客戶。
1-3價值流圖改善的管理重點
欲改善價值流必須要展開方針管理與改善方案,使整個改善團隊能有一致的目標,其管理重點舉例如下:
(1).Lead Time(交期):無論是就單製程或整體全製程,都是管理的重點。
(2).製程工時與人力:針對需求,調降入料與投入量。
(3).工時一有改變,交期要隨著變更,靈活調度,可依每一型體建立資料,定期比較。
(4).第一次就做對,是管控的關鍵。
(5).隨時構思,改善再改善。
1-4價值流圖改善的衡量指標
價值流圖的改善必須找出一些可被衡量的指標,以確認其改善效果與驗證其改善的方向是否正確,可供驗證的指標舉例如下:
(1).生產量是否有提升?
(2).作業人員工作效率是否有提升?
(3).達交率是否有提升?
(4).Dock to Dock(進料到出貨時間)是否有縮短?
(5).Order to Dock(訂單到出貨時間)是否有縮短?
(6).平均成本是否有下降?
(7).直通率(全製程良品的件數/全製程投入的件數)是否有提升?
1-5理想價值流改善迴路
以後拉式系統(Pull)的迴路流程順序依序改善,也就是依照內部或外部顧客的需求進行改善,才能一針見血的提升改善的效果,這樣才是顧客所需要的,如圖1-1所示。
%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E5%9B%9B%E5%8D%81)-1.JPG)
1-6現況與理想價值流圖比較
(1).現況價值流圖
愛科斯汽車零件廠從接單至出貨之整體流程為切削、沖壓、成型、硬化、焊接,高階主管欲進行主製程之價值流圖分析,以消除「無價值」的作業,於是成立了一個改善小組;小組成員經過實際調查與量測各製程詳細的數據後,繪成現況價值流圖如圖1-2。
%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E5%9B%9B%E5%8D%81)-2.JPG) (2).理想價值流圖
(2).理想價值流圖
經過改善小組進行精實系統分析後(確定價值、辨識價值溪
流),發現製程間轉換與等待的時間是造成「無價值」時間的主因,
另外沖壓、成型、硬化、焊接與包裝五個流程內容也可以合併或簡
化,因此施予暢流及後拉式系統改善,將「無價值」時間從原本
5760 min大幅縮短成960 min,並將改善後的流程繪製成理想價值
流圖,如圖1-3所示。
%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E5%9B%9B%E5%8D%81)-3.JPG)
-
2018.04.17
精實(益)管理思維(四十一)-繪製理想價值流程圖常見的錯誤
1.繪製價值流圖常見的錯誤
繪製價值流圖常見的錯誤有以下四項:
1. 紙上談兵
指的是沒有實際的生產產品或是提供服務流程的情況下,進行價值流分析。例如:
(1).有很長一段時間沒有生產的產品,如季節性生產的產品。有一玩具工廠在每年聖誕節前夕都會接到聖誕節玩具的臨時訂單,有時候還會因為訂單太多而排擠到其他固定訂單的產品,工廠主管想要為聖誕節訂單的流程進行價值流圖繪製,但因為聖誕節前的臨時訂單皆為短單,目前生產線已停產而無法進行實際的價值流分析。
(2).生命週期太短或臨時性的產品。舉例來說:G客戶為公司長期
合作的客戶,有一天突然來了一個特殊規格的短單,數量也不多,業務部門本來不想接這個單子,但因為G客戶與公司高層交情匪淺,總經理特別指示要協助處理訂單,像這種臨時性的特殊產品比較不具有價值流分析的意義。
2. 道聽塗說
指的是待在辦公室裡而沒有實際到生產線或是流程上觀察與記錄;或是請別人到現場勘查數據後,回來報告,但是數據的真實性無從得知,這樣粗糙的「辦公室決策」往往會跟實際產生很大的落差。
3. 忽略共享資源
共享資源指的是支持生產或服務過程超過一個產品族的資源。例如:對於手機系列產品與MP3系列產品皆需要進行噴漆工序階段,而且生產完畢後也要入庫到倉庫的收貨區,則噴漆階段與收貨區皆為共享資源。此共享資源要繪製價值流圖時,必須要先區分清楚。
4. 遺漏或是重複計算時間
將數據填入數據盒(Data box)時應考慮清楚甚麼是流程步驟,甚麼數據應該要放入數據盒中,以免因遺漏或是重複計算時間而使得數據失真影響分析結果。例如:計算前置時間(Lead Time)時,是否應該加入在兩個流程中走動或是搬運的時間?數據應該是要放置單獨的數據盒中還是加入在前置時間裡?
2.使用價值流圖實現精實生產
實際繪製價值流圖可協助找出生產流程的缺失與不足,讓管理者能夠了解問題所在,進行改善問題、解決問題。
簡單來說,透過價值流圖去蕪存菁的分析,淘汰無價值且不必要的流程,去除浪費,保留真正可創造價值的步驟,不僅可維持整個生產體系的精實運作,更可達到降低成本,提高獲利的目的。使用價值流圖來達成精實生產之示意圖如圖1-1所示。%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E5%9B%9B%E5%8D%81%E4%B8%80)-%E7%B9%AA%E8%A3%BD%E7%90%86%E6%83%B3%E5%83%B9%E5%80%BC%E6%B5%81%E7%A8%8B%E5%9C%96%E5%B8%B8%E8%A6%8B%E7%9A%84%E9%8C%AF%E8%AA%A4.JPG)
-
2018.05.08
精實(益)管理思維(四十二)-個案分析
1.個案分析
1.1步驟一:以圖畫出選定之分析範圍
小丑玩具廠每天的入料與加工流程如下圖1所示。
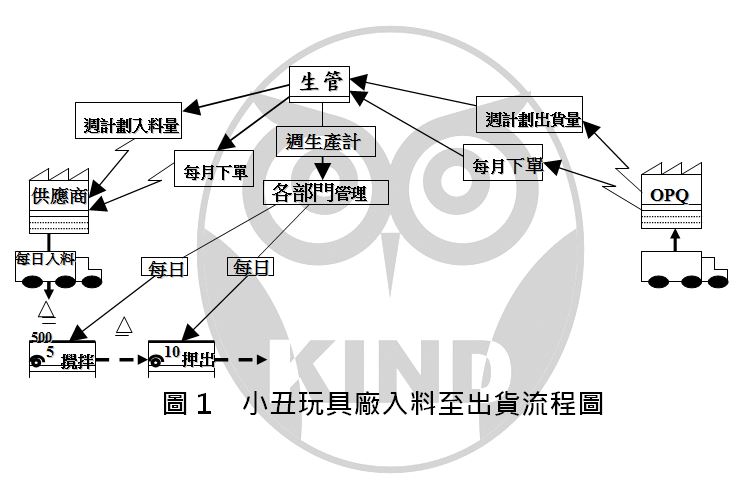 1.2步驟二:繪製數據盒
1.2步驟二:繪製數據盒繪製數據盒,規劃預備收集的數據,如圖2所示。
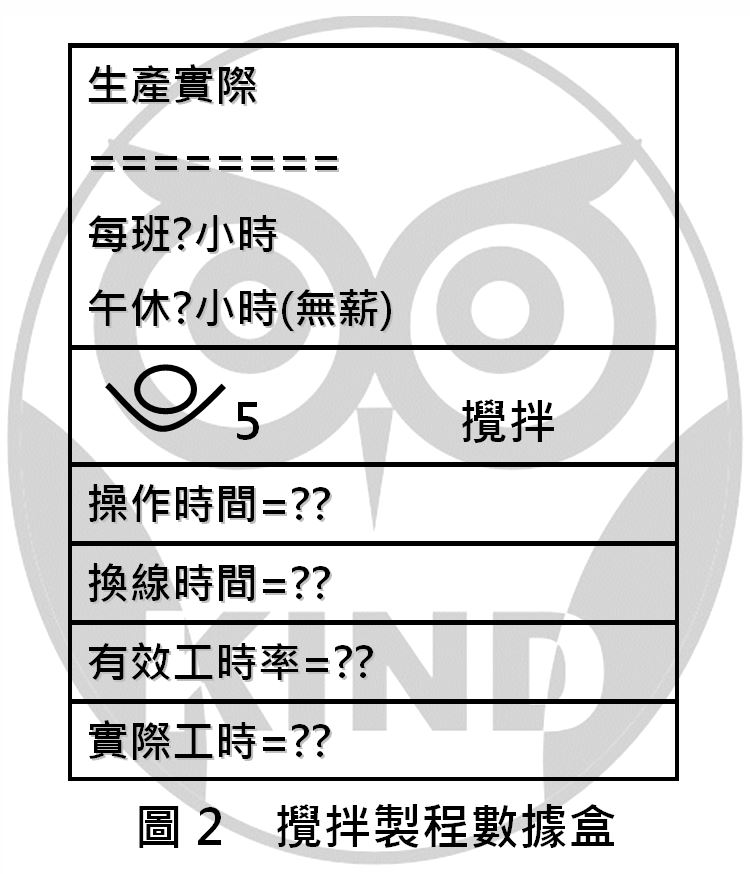
1.3步驟三:將詳細資料填入數據盒
將詳細數據資料填入數據盒,如圖3所示。
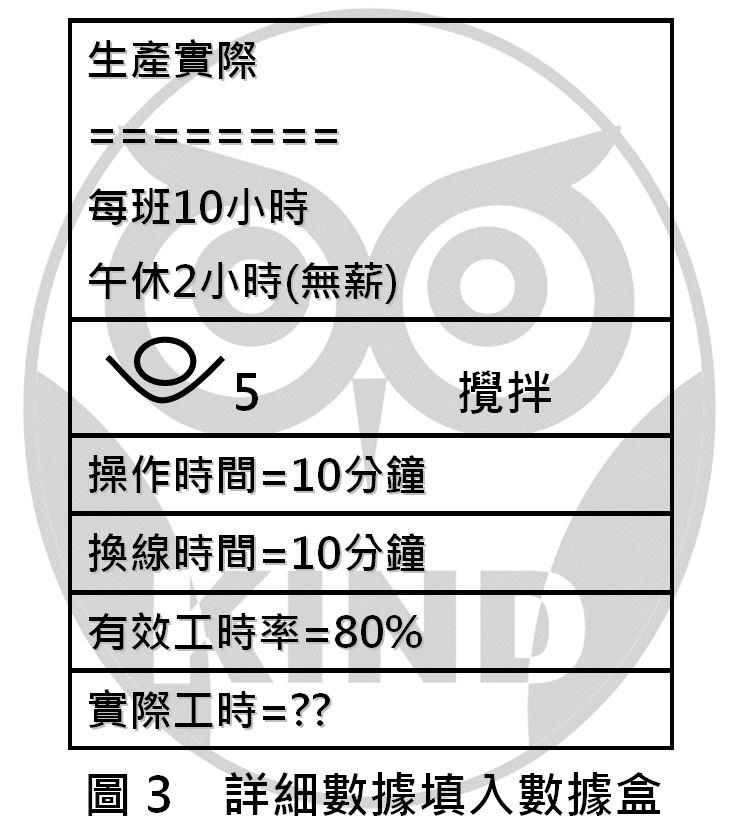
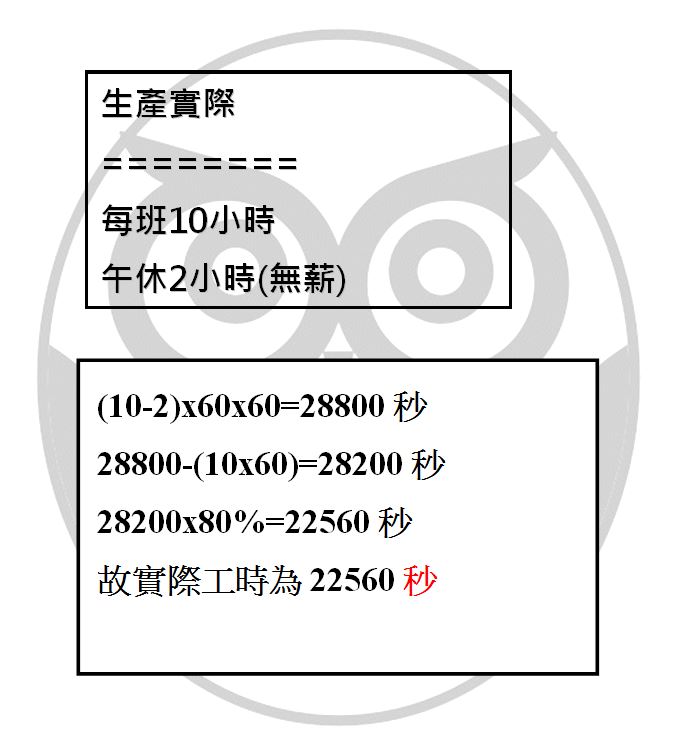
1.4步驟四:計算實際工時
實際工時計算如下:
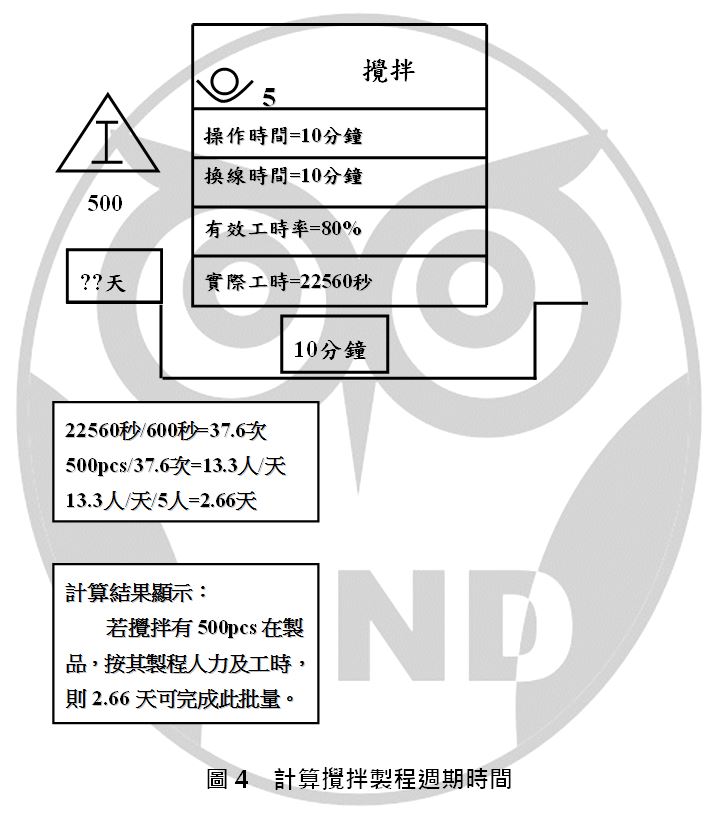
1.5步驟五:計算週期時間
若在製品有500PCS,請問需要多少工作天可完成?其計算方式如圖4所示。
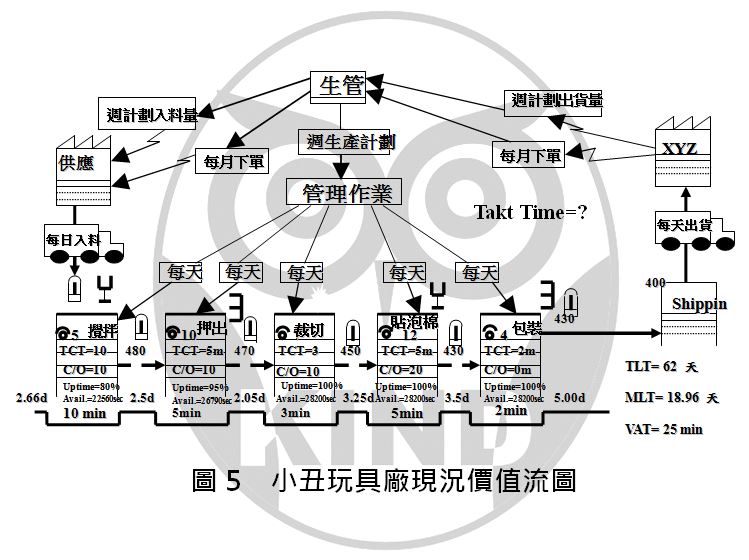
1.6步驟六:完成現況價值流圖
以物流與資訊流將各流程銜接起來,即完成現況價值流圖的繪製,如圖5所示。
-
2018.06.14
精實(益)管理思維(四十三)-標準作業(一)前言
前言
在傳統工廠,尚未實施標準化的生產線,每位作業員都會認為他們有自己獨到的、最佳的作業方法,可以把自己份內的工作用自己最熟悉的方法來完成。就算是有標準作業的生產線,若沒有確實的按照標準作業執行,每位作業員工作的方法都不盡相同。他們的工作方法都是安全、有效率的嗎?他們用不同的操作方式所生產出來的產品,品質都是一致的嗎?
針對上述問題,豐田公司以福特汽車結合美軍工作標準化的觀點為基礎,發展出一套標準化但保有彈性,且有效率的作業方式,讓每位作業員可以依據這個標準化的作業方式來完成工作,是一個兼顧品質、安全與效率的作業方法。
豐田公司總裁張富士夫曾提到:標準作業包含三要素-「節拍時間」(Takt Time,簡稱TT,以顧客要求的速度完成一項工作或產品所需的時間,詳細介紹請見本書第三章)、「執行工作的流程或順序步驟」、「要完成此標準化工作,手邊所需最少的在製品庫存量」。因此標準作業就是以節拍時間、作業順序以及標準的在製品庫存量這三項要素來訂定。
標準作業是一種生產的作業方式,將生產的人員(Man)、機器設備(Machine)、物料(Material)及方法(Method)作有效率的組合與標準化,並活用生產的4M(如圖5-1),進行安全、沒有浪費且有效率的生產作業。
制定標準作業的目的在於以品質、數量、成本及安全為考量的基礎上,制定一個明確且可以依循的製造與操作方法,使每位操作者的操作方法一致,可以讓管理者容易區分出標準與非標準作業,並對非標準作業的內容進行標準化的改善,讓每一位操作者根據標準作業方式所生產出來的產品,維持一致的品質。
標準作業是經過精心設計、消除浪費的操作方法,因此已經去除了不必要的動作與浪費,可減少或杜絕流程中的變異。根據標準作業所生產出來的產品品質一致性較高,可避免不合格品的浪費,進而減少加工的浪費。因此可以說,作業標準化是持續改善的基礎,也是以消除浪費為核心的精實生產模式。
%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E5%9B%9B%E5%8D%81%E4%B8%89)%E6%A8%99%E6%BA%96%E4%BD%9C%E6%A5%AD(%E4%B8%80)%E5%89%8D%E8%A8%80.JPG)
舉例來說:KC汽車零件製造廠在尚未推行標準作業之前,每位操作人員都使用自己習慣的作業方式來操作。因此,常會發現小明的工具用完之後都會放在固定的位置上,而阿寶的工具就散落在工作桌四周,常常因找工具而花了不少時間,造成等待的浪費。另外,在作業品質上,有固定幾位作業員所生產出來的產品不良率總是偏高,造成大量的不合格品浪費,現場班長觀察了一陣子還是看不出哪個環節出了問題。
因為品質的問題造成客訴的問題不斷,管理階層決定要進行整頓,要求生產線導入5S以及標準化作業,經過實施5S的整理(Seiri)、整頓(Seiton)、清掃(Seiso)、清潔(Seiketsu)及素養(Shitsuke)之後,每個作業員在工具用完後都會放回指定的位置,要使用的時候也不需再花時間尋找;而整個作業程序經過去蕪存菁之後,刪除了很多不必要的動作與浪費,並規定每位操作員必須按照標準作業程序來操作。
在5S與標準作業實施之後,生產線的工作環境煥然一新,工具擺放也井然有序,不良率也往下降了。對生產班長來說,以後還有誰沒有遵照標準作業程序操作就一目了然,也更容易實施目視管理,哪裡發生問題可以馬上發現,並立即改善。
-
2018.07.20
精實(益)管理思維(四十四)-標準作業(二)標準作業四大模式
1.標準作業四大模式
當企業在導入標準作業時常常有個迷思,認為標準作業不過就是依照ISO 9001國際品質標準所要求的,制定標準作業程序書(SOP),然後按照此標準作業程序書的步驟來操作,就能為製造現場帶來標準化的改善效益。實際上,人存在習慣性,要改變現有的操作模式其實沒有想像中容易。
標準作業不論在豐田生產系統、ISO 9000國際品質標準,甚至於「TWI企業內教育訓練」(Training Within Industry)的「職務操作訓練」(Job Instruction Training)裡皆有明確的闡述。雖然其應用的層面不盡相同,但所使用的方法殊途同歸,都是從詳細列出與解析作業步驟開始,進行作業內容的改善。
但很多情況是在作業標準化了之後,沒有透過一套完整的教育訓練方法,教導員工如何熟悉與使用標準化作業,或是沒有嚴格的要求員工確實執行,也沒有一套稽核的系統去檢驗標準作業的執行情形,導致制定出來的標準作業淪為僅是提供給外部品質稽核人員審核的一份文件,真正內部所執行的又是另外一套。這也難怪,為什麼有很多工廠生產出來的產品,其品質良率經常在到達一個瓶頸之後,就很難再向上突破了,這很有可能都是因為標準作業執行的不夠徹底所導致的結果。
因此生產管理者必須先認清,標準作業是一種由內而外的改善模式,僅僅只做表面功夫是無法達到任何效果的。必須建立一套確實執行與定期稽核的管理模式,由內而外循序漸進的將過去多餘的作業與浪費去除,並透過持續改善的PDCA(Plan-Do-Check-Action)循環,使標準作業愈來愈趨近於完美。
以下分別介紹標準作業的四大模式。
1.作業順序標準化
2.作業要求標準化
3.作業動作標準化
4.作業位置標準化
其架構如圖1所示,以下分別詳細介紹標準作業四大模式之內涵與架構。
%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E5%9B%9B%E5%8D%81%E5%9B%9B)-%E6%A8%99%E6%BA%96%E4%BD%9C%E6%A5%AD(%E4%BA%8C)%E6%A8%99%E6%BA%96%E4%BD%9C%E6%A5%AD%E5%9B%9B%E5%A4%A7%E6%A8%A1%E5%BC%8F.JPG)
-
2018.08.20
精實(益)管理思維(四十五)-標準作業(二)標準作業四大模式(二)
1.作業順序標準化
作業員使用設備或工具進行安裝、拆卸、加工、檢查等各項作業,將這些作業的順序加以標準化,以作業流程圖來表達製程中的作業順序。例如:杜克公司為一家專門生產筆記型電腦機殼的廠商,為了讓生產線作業員能了解生產線的全貌與標準的作業順序,制訂了生產的作業流程圖,如下圖5-3所示。流程圖將各個不同流程的作業順序依序明確標示出來,使生產線作業員對作業順序能一目了然。
在標準作業中,若未將作業順序標準化,將會造成以下問題:%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E5%9B%9B%E5%8D%81%E5%9B%9B)-%E6%A8%99%E6%BA%96%E4%BD%9C%E6%A5%AD(%E4%BA%8C)%E6%A8%99%E6%BA%96%E4%BD%9C%E6%A5%AD%E5%9B%9B%E5%A4%A7%E6%A8%A1%E5%BC%8F(%E4%BA%8C).JPG)
1.生產線失衡導致效率不佳
每個作業順序所設定的產能應該是大致相近的,若沒有依照順序來做,某一個製程可能瞬間湧入大量的在製品而造成滿線,形成庫存過多的浪費;而原來應該進行的製程則因為先跳過了,造成機器與人員的閒置,產生等待的浪費,使生產線失衡,導致生產效率降低,以及生產成本增加。
2.遺忘作業造成不合格品的產生
沒有依照作業順序操作,跳著做常會造成有某幾個程序忘了執行,進而造成生產線混亂或不合格品的產生,不合格品若沒有被檢驗出來而送到顧客手中,可能會造成後續更嚴重的客訴問題。
3.顧客交期的延誤
因未按照作業順序導致遺忘作業,而形成人為的失誤(Miss Operation,簡稱MO),造成生產線混亂,效率降低,或因此而產生大量的不合格品,需要重工或報廢,使生產的週期時間大幅增加,可能因此延誤了顧客的交期。
4.案例說明
以杜克公司的作業為例,作業員小華有一次在操作2B1支架沖壓作業時,把在製品跳過了步驟3直接先做步驟4。後來因為休息時間到了,小華先出去休息而忘了交接,導致這個在製品遺漏了步驟3,並沒有完成所有2B1的加工作業,直到主流程的檢驗站才被檢查出有作業遺漏,這就是未按照標準作業順序執行所產生的後果,不良品也因此而產生。
於是2B1工作站被要求重新檢討標準作業順序,並宣導作業順序標準化的重要性,也要求作業員必須嚴格執行標準作業順序,以防止類似的事件再度發生。 -
2018.09.25
精實(益)管理思維(四十六)-標準作業(三)標準作業四大模式(三)
1.作業要求標準化
在生產過程中,除了將每一個作業順序步驟標準化之外,還必須將作業內容建立標準作業程序書(SOP)和標準品質檢驗程序書(SIP),讓作業要求準確落實品質管理,那麼日常處理的工作就不會因為人員流動而無所適從。
如圖1所示,將作業標準書(SOP)公佈在現場,以供操作人員可以隨時參閱。
%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E5%9B%9B%E5%8D%81%E5%85%AD)-%E6%A8%99%E6%BA%96%E4%BD%9C%E6%A5%AD(%E4%B8%89)%E6%A8%99%E6%BA%96%E4%BD%9C%E6%A5%AD%E5%9B%9B%E5%A4%A7%E6%A8%A1%E5%BC%8F(%E4%B8%89)1.JPG)
為了使生產作業持續,製程中的在製品數量必須維持在最低限量(標準庫存量),超過標準庫存量就是庫存過多。庫存之所以被稱為生產的「必要之惡」,是因為庫存過多會導致成本的增加,但庫存不足則可能會造成生產的中斷,因此庫存的建立就像是雙面刃,必須非常謹慎。
及時生產(Just In Time,JIT)的理念是以零庫存為目標,若不必要就不應該建立庫存,但零庫存不代表就是絕對不能有庫存,而是應該在真正需要的地方建立最低限量的庫存,因此訂定標準庫存量還是有其必要性。
在訂定標準庫存量的時候應該考慮以下幾個重點:
1.生產模式:批量生產或單件流生產。
2.原物料供應之前置時間。
3.製程間之生產週期。
4.出貨頻率與數量。
如下圖2所示,底座組裝作業以文字說明及圖片的方式建立SOP與標示標準庫存量,當每一位作業員皆以規定的標準庫存量來操作,即可避免因積壓過多的庫存,產生品質變異而造成大量的不合格品,亦可避免庫存過多的浪費。
%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E5%9B%9B%E5%8D%81%E5%85%AD)-%E6%A8%99%E6%BA%96%E4%BD%9C%E6%A5%AD(%E4%B8%89)%E6%A8%99%E6%BA%96%E4%BD%9C%E6%A5%AD%E5%9B%9B%E5%A4%A7%E6%A8%A1%E5%BC%8F(%E4%B8%89)2.JPG)
-
2018.10.29
精實(益)管理思維(四十七)-標準作業(四)標準作業四大模式(四)
1.作業動作標準化
將作業的動作細分出來,將多餘、過度以及產生浪費的動作去除,建立動作標準化,一方面提升生產效率,另一方面降低作業人員動作過多的疲勞感。
要消除動作的浪費,通常會使用的工具為IE「工作研究」裡的「動作分析」,將不必要或多餘的動作,透過ECRS(刪除、合併、重排、簡化)四大改善原則加以改善,達到省時、省力、安全的動作經濟原則。
以下表1為例,生產線為了消除作業動作的浪費,提升作業速度,希望以最少的動作次數完成作業內容,進行了雙手作業之動作研究。研究結果顯示,左手有三個等待的無價值作業,必須透過ECRS手法進行改善,以提升效率與縮短製程時間。%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E5%9B%9B%E5%8D%81%E4%B8%83)-%E6%A8%99%E6%BA%96%E4%BD%9C%E6%A5%AD(%E5%9B%9B)%E6%A8%99%E6%BA%96%E4%BD%9C%E6%A5%AD%E5%9B%9B%E5%A4%A7%E6%A8%A1%E5%BC%8F(%E5%9B%9B).JPG)
2.作業位置標準化
在生產作業中所使用的治具、工具與材料的擺放位置,以及作業人員工作的區域場所,應明確的標示其位置,以避免因工具材料隨意擺放,增加搜尋的時間。實務上可運用5S來作為作業位置標準化的基礎,使作業人員能夠順暢地進行每一項工作。
3.執行標準作業的重點
一般企業都會訂定標準作業,但是否有確實執行並定期稽核,才是標準作業成敗的關鍵,而標準化就像是一個平台,使每個人都能在這個平台上持續改善作業,運用PDCA(Plan-Do-Check-Action)循環,作為持續改善的基礎方法,而目標就是使每個人的作業一致,達成標準作業的目標。
執行標準作業的重點如下:
6.貫徹每一個標準化作業視為每個作業人員的職責
必須是所有人員都按照標準化作業的步驟執行,才稱得上是有系統的管理,必須透過不斷的要求以及定期的稽核,以確保標準作業可以被確實執行。如果還是有少部份人未按標準作業執行,將會達不到預期的生產效率與品質目標。
7.同一個作業必須用同樣的標準來進行
相同流程裡,每一個人的作業程序都是一致的才稱得上是標準化,所有人也都應嚴格遵守這個標準的作業程序。
以三葉音響工廠的二條音響組裝生產線為例,某天,當廠長在巡視生產線時,發現第一和第二生產線在膠合作業後所使用的乾燥方法不同,第一生產線在音響外殼上膠後將這些半成品堆疊在棧板上,以堆疊的壓力來使膠合處緊密結合,待乾燥後直接送到下一個作業;而第二生產線則是在外殼上膠後將膠合處用夾子夾緊,待乾燥後再用棧板送到下一個作業。
廠長遂將二生產線的課長找來,請他們去共同研究一下,然後找出最佳的標準作業方式。經過二位課長的分析與研究之後,發現二種作業方式所得到的膠合品質差異不大,但用夾子夾的話有幾個缺點:
(1).需要採購很多的夾子,增加生產成本。
(2).操作內容較繁複,需要耗費較多的人力與時間。
(3).如果操作不小心的話,夾子可能會刮傷音響外殼的表面。
於是二位課長得到一致的結論,決定使用第一生產線的方法來作為膠合後乾燥的標準作業程序。
8.容易發現問題並且能夠即時判斷與處理
在制定標準作業的分析過程中,會發現現有的作業程序裡,是否有無附加價值的浪費包含在裡面,可以將其挑出來並加以去除,而且當大家的作業都標準一致化後,若未按照標準作業執行則很容易被發現,可立即糾正及改善。
9.保持品質佳、生產有效率及安全性高
按照已去除浪費的標準作業程序執行,能減少人員過多的動作以減輕疲勞,提高作業的安全性及生產效率,並可降低流程中的變異,保持產品品質的一致性。
10.快速地解決問題
當產品品質或生產線問題發生時,第一個疑問一定是先確認:「有沒有按照標準作業執行?」這樣就能快速的釐清問題發生的原因,擬定解決問題的對策。 -
2018.12.12
精實(益)管理思維(四十八)-標準作業(五)標準作業四大模式(五)
【標準作業制定的步驟】
標準作業應該在產品的哪個階段來訂定?是在產品的研發設計階段?還是等產品實際生產之後再來訂?相信這個問題會有很多不同的看法與意見。支持前者的人會認為,如果等實際生產之後才訂,那在還沒訂出來之前所生產的就不符合標準作業的精神;支持後者的會認為,研發設計部門根本就不瞭解生產流程,怎麼訂得出合理順暢的標準作業呢?
其實我們可以參考豐田生產系統(TPS)的做法,他們的標準作業是在新產品研發設計完成後,由RD工程師召集製程與品質工程師,以小組會議的方式,說明新產品的規格與特性,大家相互交流,提出新產品導入生產線或品質上可能遇到的問題,之後再由製程工程師負責訂定標準作業程序書(SOP),品質工程師則負責訂定標準品質檢驗程序書(SIP),在訂定的過程中若有發現任何問題,都可以透過召集小組會議來共同討論;在標準作業的完成階段,還會透過生產線先導測試,來發現執行面的問題,並將內容調整到最適當的程度。
因此可以說,豐田生產系統(TPS)的標準作業是在新產品研發設計完成階段,且在新產品導入生產線之前就必須完成,以避免未標準化作業空窗期的品質問題。
在釐清了標準作業制定的最佳時間後,接下來就可以來說明標準作業設定的步驟,可依下列三個步驟來進行:
1.工程分析(Engineering Analysis)
將各個操作程序加以觀察、調查並解析其內容,用一定的記號整理為圖表,加以評價來尋求改善的方向。
2.標準工時(Standard Time)
一個具有特定熟練程度的作業者,採用規定的方法、工具或設備,在正常的作業條件下,可維持最佳節奏進行作業,並完成單位作業量所需要的時間。
3.生產線平衡(Line Balance)
對生產的全部工序進行平均化,調整各作業負荷,以使各作業時間盡可能相近(時間相近是指符合Takt Time),其目的在於使各製程同步化,以達到平準化生產的最終目標,是生產流程設計與作業標準化必須考慮的最重要的問題。
以下針對上述標準作業制定的三步驟詳細說明。
A.工程分析(Engineering Analysis)
一般的工廠總是將原物料經過一系列的加工、搬運、組裝、檢查等作業過程,轉化為成品出售。在這過程中,相關作業的集合,按照一定的順序進行,可以產生一定範圍的效果,稱之為「工程」。如汽車廠將車體與底盤、內裝、動力系統總成組裝成車都可以稱之為「組裝工程」,而車體塗裝生產線一般可稱為「塗裝工程」。
「工程分析」則是將各個作業程序加以觀察、調查並分解其內容,用一定的記號整理為圖表,找出其中不合理、不必要與浪費的地方,來加以改善,其主要目的在於使工作流程合理化。
實施工程分析可以用下列六大步驟逐步來完成,示意圖如圖1。
%E7%AE%A1%E7%90%86%E6%80%9D%E7%B6%AD(%E5%9B%9B%E5%8D%81%E5%85%AB)-%E6%A8%99%E6%BA%96%E4%BD%9C%E6%A5%AD(%E4%BA%94)%E6%A8%99%E6%BA%96%E4%BD%9C%E6%A5%AD%E5%9B%9B%E5%A4%A7%E6%A8%A1%E5%BC%8F(%E4%BA%94).jpg)
*選擇
要實施標準化作業一定是從改善效益較顯著的流程先著手,因此要選定所分析的流程對象或產品必須先考量其經濟價值,是否具備很大的改善效益,若效益不高也就沒有什麼改善的價值。
另外還要考慮技術層面的問題,目前是否具備足夠的人力、知識或技能來推行標準化作業?而現場作業人員是否願意全力配合改善的工作?如果還沒準備就貿然實施的話,會造成事倍功半的效果,嚴重的話還可能會影響正常生產線的運作。
案例說明:KC汽車零件製造廠為因應倒車雷達組件的訂單量越來越高,主管們都認為目前的生產線應有改善空間,所以選定獲利與前景較高的倒車雷達組件產品作為工程分析的改善對象。
Q & A / 問答集
-
精實生產中所提到的「三現主義」是甚麼?為甚麼很重要?
三現主義(現場、現物、現實)這名詞廣泛地被使用在生產管理等的許多領域上,就是說趕到現場,透過現物,觀察現實再來思考。
精實生產中所提及的”三現主義”乃以日本企業所提倡的「三現主義」(現場、現物、現實),作為產業輔導的理念。任何改善活動不要期望坐在辦公室裡,面對著電腦解決生產現場發生的問題,而一定要到現場去瞭解,真正有效地解決問題。此理念正適用於研發聯盟輔導專家,必須訪廠實地了解流程運作、徹底了解製造商品之問題,找出研發核心、最後評估現實環境做出最適宜的決定。
-
精實生產的改善活動,是誰要來執行呢?
精實生產的改善活動若要成功,並非只是執行人員與高階主管的責任,而是要透過全員參與,不論是直接人員或是間接人員皆必須投入,共同來執行。再者,精實生產強調要充分發揮人的潛力,強調人的執行力,企業內部營造不抱怨不責備的激勵模式,讓每一位員工充分發揮所能。
-
為什麼科建的精實生產要與6 Sigma結合?
Lean 6 Sigma—不只是將降低不良至3.4個ppm而已,還必須將所生產產品有更加的速度、品質、成本,以提高產能,維持競爭優勢。運用DMAIC問題解決流程,來達到Lean Manufacture的境界。
-
執行精實生產所運用到的工具有哪些?
(1)價值流
(2)標準作業
(3)快速換線換模
(4)全面生產保養
(5)拉式生產
(6)單件流生產
(7)看板管理
(8)平準化生產
-
落實精實生產的第一步應從哪裡著手?
落實精實生產的第一步就是製造現場。由於產品的誕生,價值的提昇都在製造端,諸如需求預估、資訊流通、製程設計、廠房配置和後勤作業等現有生產制度的一切無形缺失最終現形的地方也是在製造端。